ThermaCAST™ Resin
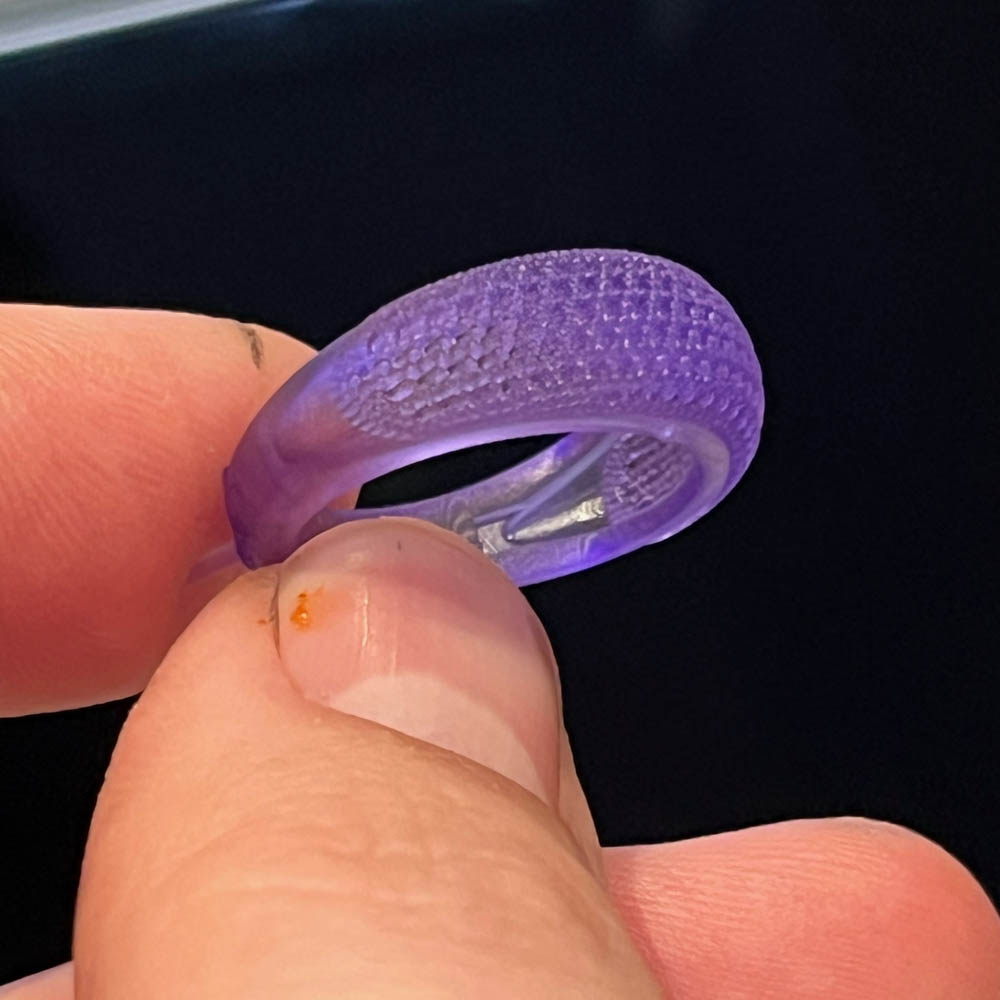
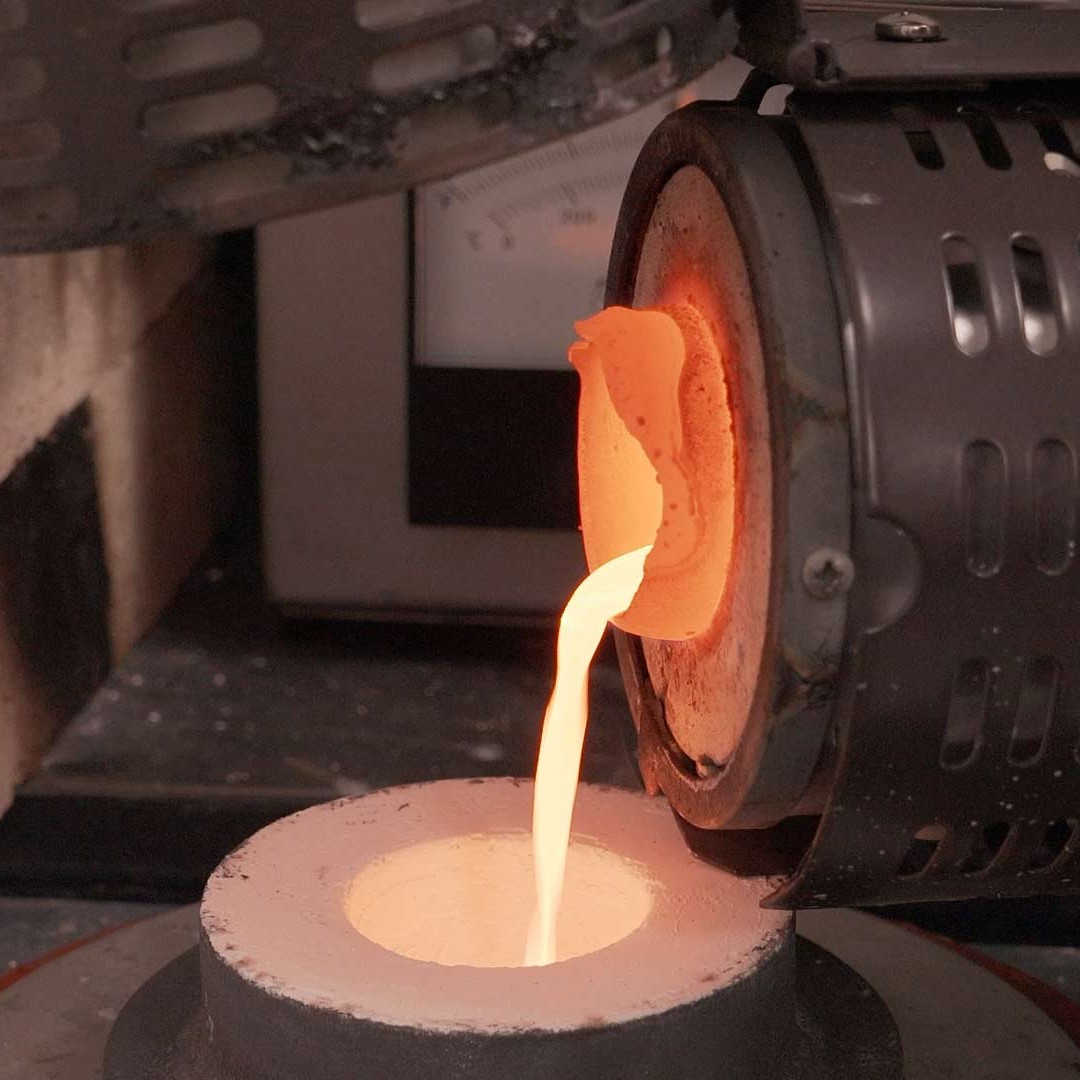
Our ThermaCAST™ Resin is an advanced, high-temperature resin specifically engineered for directly casting metals at temperatures up to 500°C. This offers a modern alternative to traditional casting methods, eliminating the need for wax moulds, silicon pads used in spin casting, messy sand casting moulds, and the very complicated and expensive process of investment casting.
Prototyping Metal Parts | Miniatures | Jewellery | Custom Parts | Badges | Trophies | Plaques | Props | Replicas | Furniture Accents | Automotive Parts | Craft Projects





ThermaCAST: Key Features and Benefits
Exceptional Heat Resistance
It withstands extreme temperatures, making it suitable for casting metals such as zinc alloy without compromising the mould’s structural integrity.
Durability and Precision
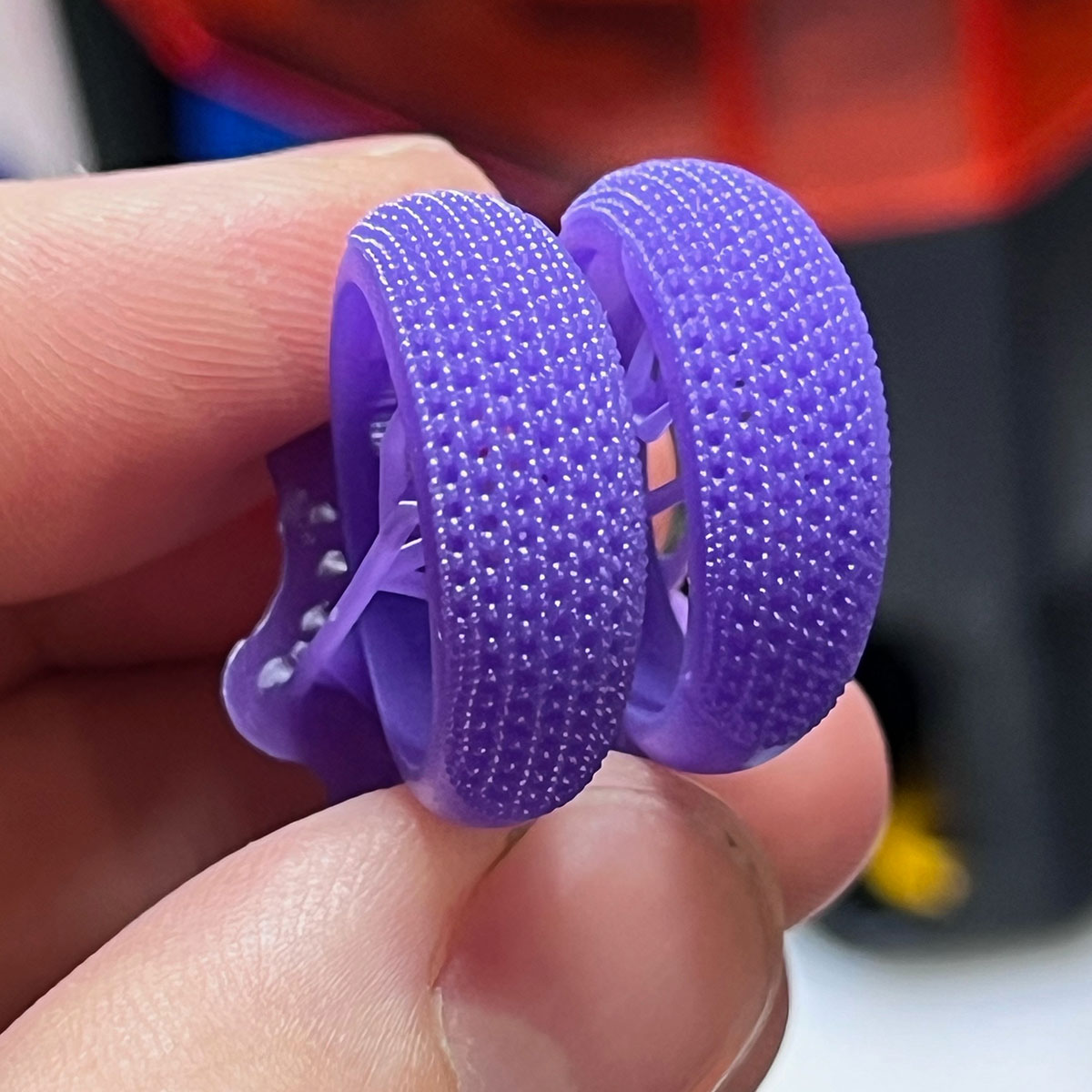
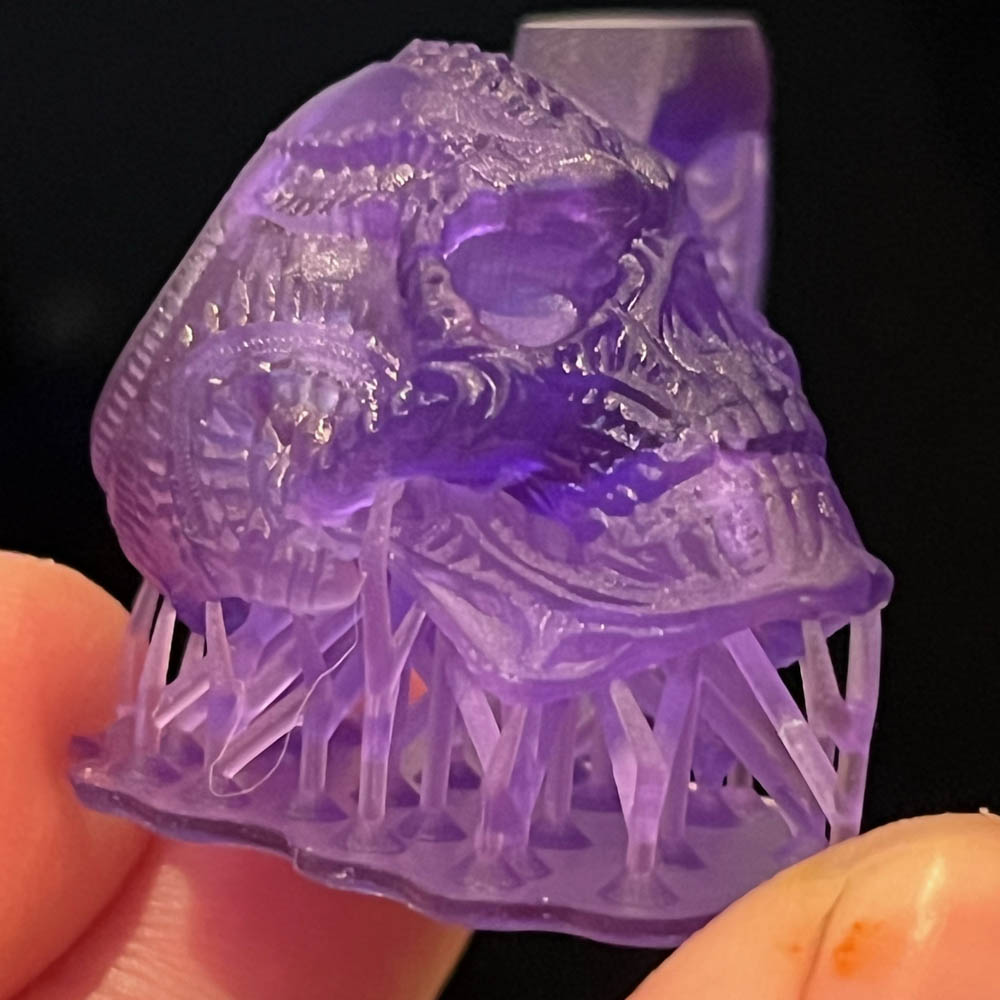
Designed to produce detailed and durable metal parts, it maintains its integrity under high-stress conditions, ensuring reliable performance.
Easy Post-Processing
ThermaCAST can be easily cleaned using ResinAway or IPA, simplifying the post-processing steps and preparing your model for casting without hassle.
Safety and Efficiency
Use the colour-changing pigment as a guide to ensure the mould has sufficiently cooled, which is a safety benefit, and to know when the mould is ready to be cast again.
High-Temp Metal Casting with Advanced Resin Technology
Monocure3D is proud to announce the launch of ThermaCAST, our latest innovation in high-temperature resin technology designed for direct metal casting. ThermaCAST is engineered to withstand temperatures exceeding 500°C, making it the ideal choice for creating detailed, robust metal parts directly from your 3D prints. This cutting-edge resin offers exceptional durability, precision, and heat resistance, setting a new standard in the industry.
ThermaCAST provides a modern alternative to traditional casting methods, eliminating the need for wax moulds, silicon pads used in spin casting, messy sand casting moulds, and the complicated investment casting process. All that is required for this innovative process is a desktop resin-based 3D printer, a low-cost furnace (not needed for low-temperature metals such as pewter, which can be melted in a pot on the stove), basic safety equipment, and ThermaCAST resin. This simplicity and efficiency make ThermaCAST accessible to professionals and hobbyists, transforming the way metal casting approaches.
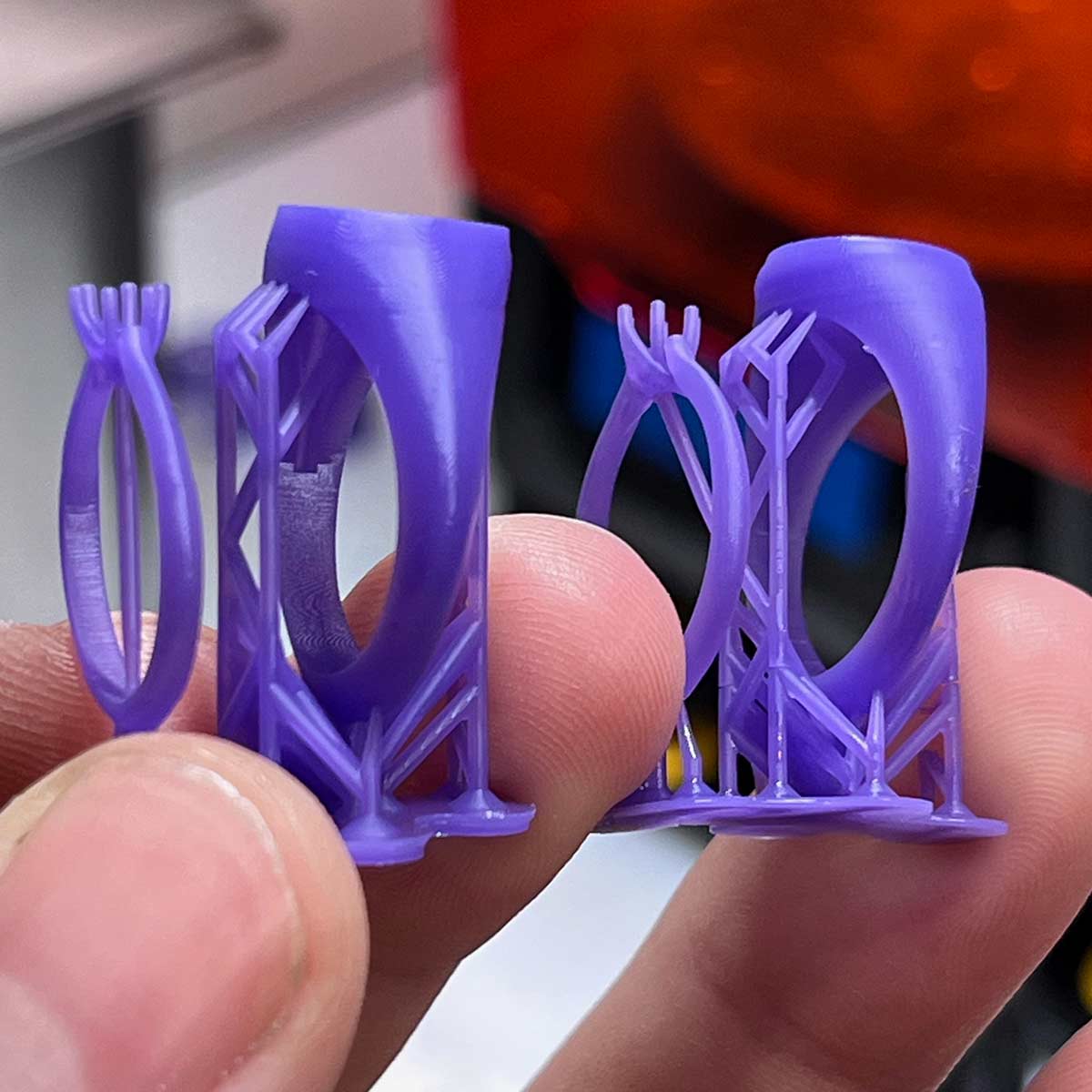
Designed with user convenience in mind, ThermaCAST is easy to handle and can be processed using standard 3D printing equipment. Its advanced formulation includes additives that enhance its performance under high temperatures, ensuring the resin does not crack, split, or exhibit surface issues during the casting process. Additionally, colour-changing pigments serve as a visual safety indicator, alerting users when the mould is hot and safe to handle.
ThermaCAST is versatile and suitable for various applications, including jewellery, custom components, automotive and machinery parts, sculptures, marine hardware, processing equipment, and custom tools. Whether you’re producing functional industrial components or detailed artistic pieces, ThermaCAST provides the reliability and quality needed to achieve outstanding results.

Instructions for Use:
1. Prepare the Environment:
• Ensure the printing room or resin vat is heated to at least 25°C (77°F) to accommodate the thick resin.
2. Shake the Resin:
• Shake the ThermaCAST resin bottle well before use to ensure proper mixing.
3. Set Up the Printer:
• Use standard print settings.
• Set the bottom layer exposure time to approximately 40 seconds.
• Set normal layer exposure time to around 3 seconds.
4. Fill the Vat:
• Top up the resin vat to ensure enough resin flows back under the model during printing.
5. Adjust Print Settings:
• Increase the lift heights for both the bottom and normal layers to allow resin to flow back under the model as it prints. A 1-2 second pause after lift may also be necessary to give the material time to flow back into position.
6. Print the Model:
• Start the print with the adjusted settings.
7. Post-Print Cleaning:
• Wash the printed model in ResinAway or IPA.
• Rinse with water to remove any solvents, as these residues can catch fire when casting.
• Scrub the model with a brush, such as a toothbrush, to remove excess uncured material from the mould’s edges and the casting area’s surface.
• Wipe with a soft cloth or sponge to remove any remaining material.
• Ensure the model is completely free of solvents and moisture before casting. This is a very important step. Use compressed air and/or a hairdryer to achieve this.
8. Post-Curing:
• Post-cure the model for at least 60 minutes using a 405nm LED UV light to ensure it is ready for direct casting.
9. Prepare the Surface for Casting:
• We recommend using real TALC powder or 30-micron graphite powder as a release agent to further protect the mould. Talc is recommended, but graphite powder works well too. Apply with a soft makeup brush and gently tap the moulds to remove excess powder.
• Note: Most baby powders are not real TALC but are cornstarch-based and will burn, making them unsuitable. Real TALC can be found online or in most pharmacies.
10. Mould Preparation (If Using a 2-Part Mould):
• Coat both mould surfaces with real TALC or 30-micron graphite powder to protect the surface and enhance mould longevity.
• Secure the mould with metal G-clamps or similar, ensuring the left, right, and bottom sides are clamped to prevent metal from flowing out.
11. Metal Pouring:
• Ensure the metal is at the optimal pouring temperature for the best flow. The recommended temperatures are in the guide below.
• Wear proper insulated heat-proof gloves, a leather apron, a full face shield (not just glasses), and safety boots with metal capping.
• Make sure you have a powder-based fire extinguisher in close proximity and take all safety measures seriously with every pour.
12. Prime the Mould (Optional):
• Prime the surface by first pouring a lower-temperature metal, such as pewter. This helps to remove excess surface powder that was not fully cleaned, which is especially useful for detailed fine text.
13. Purging the Mould in Water (Optional):
• This optional step can cool the mould and the metal before releasing the cast. It is a good way to protect the mould from damage, as the mould is most vulnerable when hot. Fine details can break away when releasing the metal from the mould.
14. Release the Cast:
• Once the metal has solidified, remove the clamps to release the cast metal part. Do not allow the hot metal to stay in the mould for too long, or the mould might warp or crack. We have included a colour-changing pigment that will turn red at 40°C, so you can see when the mould has become hot. Use this as a guide not to touch the mould and also to make sure it has cooled down before the next pour.
15. Adjusting Metal Temperature:
• If the cast shows uneven areas, holes, or pits, the metal may need to be hotter for better flow. Recommended flow rates are provided below, but metals can vary, so this is only a guide.
• Pouring at an angle between 30-45 degrees can help release air, creating a better, smoother finish without the defects typically seen in metal casting.
16. Cooling the Mould:
• Allow the mould to cool before attempting the next pour to prevent mould degradation, splitting, or cracking. Use the colour-changing pigment as a guide to ensure the mould has sufficiently cooled.
WARNING: POURING HOT METAL IS EXTREMELY DANGEROUS. KEEP CHILDREN, PETS, AND NOVICES AWAY FROM THE AREA. MAKE SURE THE ROOM HAS PROPER VENTILATION, AND CONSIDER WEARING A RATED MASK FOR FUMES. AN ADJUSTABLE EXTRACTION DUCT OR FUME CUPBOARD IS RECOMMENDED.
ThermaCAST Applications & Considerations
Versatility and Application:
ThermaCAST is suitable for various industrial uses, from automotive and aerospace components to intricate jewellery and artistic pieces. Its high-temperature tolerance makes it a versatile choice for various casting applications, ensuring that ThermaCAST delivers consistent, high-quality results no matter the project.
Advanced Formulation:
The advanced formulation of ThermaCAST includes additives that enhance its performance under high temperatures, ensuring that the resin does not crack, split, or exhibit surface issues during the casting process. This makes it a reliable choice for professionals seeking a high-performance casting resin.
Ease of Use:
ThermaCAST is designed with user convenience in mind. The resin is easy to handle and can be processed using standard 3D printing equipment. Detailed instructions are provided to ensure optimal results, from preparing the environment and adjusting print settings to post-print cleaning and curing.

Environmental and Safety Considerations:
ThermaCAST is formulated to minimise environmental impact and ensure user safety. Proper ventilation and the use of appropriate safety gear are recommended during the casting process to protect against fumes and high temperatures. The inclusion of colour-changing pigments serves as a visual safety indicator, alerting users when the mould is hot and when it is safe to handle.
In summary, ThermaCAST sets a new standard for high-temperature casting resins, offering unparalleled performance, precision, and ease of use. Whether you’re producing functional industrial components or detailed artistic pieces, ThermaCAST provides the reliability and quality you need to achieve outstanding results.
Compatible Metal Information
Here are some metals that can be cast at temperatures under 400°C:
- Pewter: Pewter is a low-melting-point alloy, typically consisting of tin mixed with small amounts of other metals like copper, antimony, bismuth, or lead. It melts around 170-230°C, making it ideal for low-temperature casting.
- Tin: Pure tin has a melting point of around 232°C. It’s often used in casting for applications like figurines, medals, and small parts.
- Lead: Lead melts at about 327°C. It’s commonly used for casting fishing weights, bullets, and other applications where its density is advantageous.
- Zinc: Zinc has a melting point of approximately 419°C, but it can be alloyed with other metals to lower its melting point. Zinc alloys are frequently used in die casting for small components.
- Bismuth: Bismuth melts at about 271°C. It is often used in low-melting-point alloys for safety devices like fire sprinkler systems, as well as in metalworking applications.
- Cadmium: Although not commonly used due to toxicity concerns, cadmium melts at around 321°C. It’s sometimes found in certain low-melting-point alloys.
- Indium: Indium has a melting point of 156°C. It’s used in some specialty low-melting-point alloys and for applications requiring soft, malleable metals.
- Field’s Metal: This is a fusible alloy with a melting point of approximately 62°C, consisting of bismuth, indium, and tin. It’s often used in demonstrations and for creating fusible plugs in safety devices.
- Wood’s Metal: Another fusible alloy with a melting point around 70°C, composed of bismuth, lead, tin, and cadmium. It’s used in similar applications to Field’s Metal.
- Rose’s Metal: Melting at around 98°C, this alloy of bismuth, lead, and tin is used for similar applications where low melting points are advantageous.
WATCH THE REVIEW BY CLEARMIND
Monocure3D would like to thank the team at ClearMind Jewellery for testing and providing invaluable feedback to our chemists, ensuring its outstanding performance. Also, for the hard work, detail, and expertise they provided for casting procedures and burnout schedules, which can be found below and in our Technical Data Sheet.
Clear Mind Artisan Jewellery and Casting Studio is a boutique studio specialising in sculptural and unique jewellery pieces. With an artisan-driven approach, this casting studio boasts a team with extensive experience in both casting and 3D printing. Their expertise and knowledge are unique, having evaluated over 35 casting resins globally.
ThermaCAST™ PHYSICAL PROPERTIES
SKUs
M/CST-4096N
Viscosity
800-1000cps @ 25°C(Brookfield RVT)
Odour
Nil
Active Solids
100%
Shelf Life
36 months
UV Cure
385nm to 410nm
Particle Size
< 05um
Cure Speed
Fast with UV LED
Storage
Dark Cool & Dry Place
Wash Up
RESINAWAY® or IPA
ThermaCAST: OUR PRINTING TIPS

For optimal results, always vigorously shake the resin before use. Ensure the printer’s VAT film and LCD screen are spotless, and confirm that the build plate is precisely levelled before starting your print job. Download this Calibration model to help dial in ThermaCAST resin with your printer.

Every printer has its distinct characteristics, and light intensity can differ even among printers of the same make and model. It’s crucial to use a calibration model to accurately fine-tune your printer settings with the resin for the best results.

Properly stored, Monocure3D ThermaCAST can last up to 36 months. Always store the resin in its original container in a cool, dark environment away from direct sunlight. Ensure ThermaCAST is kept above freezing temperatures to maintain its integrity.
For the best results, clean printed models in ResinAway® to remove excess resin. Then, use compressed air for drying. Check that the models are dry and post-cured for at least 60 minutes.
HOW TO ACHIEVE THE HIGHEST DETAILS
ThermaCAST resin is versatile and can be printed between 10 and 100-micron layer heights. To achieve the best results, 3D models should always be designed solid.
Check our printer settings page to see if we have your printer listed, which will give you a good starting point. Use a calibration model to dial in your printer with our resin.
We are here to help! Please get in touch with us if you need assistance. Local manufacturing means local support. You are not just buying a product from a faceless company when you buy from us. We have years of 3D printing and technical support experience. Check out our YouTube Channel and subscribe to keep up with the latest from the resin 3D printing world!
RECOMMENDED TOOL LIST
