Resin 3D Printer Support
We're here to help. Our customers get true-blue support!
The FAQ section provides answers to frequently asked questions, offering valuable insights and solutions to common queries about our products, services, and more.
For help dialling in our resin with your printer, find your printer on our settings page. We have also included printer specifications, information, reviews & videos.
Welcome to Monocure 3D Protips! Your dedicated 3D Resin printing channel and set! We're here to educate you on all things 3D printing.
Need to contact us? You can call M3D HQ on +61 (0) 2 9738 5340. Alternatively, please send us a message below, and we will reply.

Need quick help?
Scan the QR code to chat with the Monocure3D team on WhatsApp for support, product questions, order enquiries, and technical assistance.
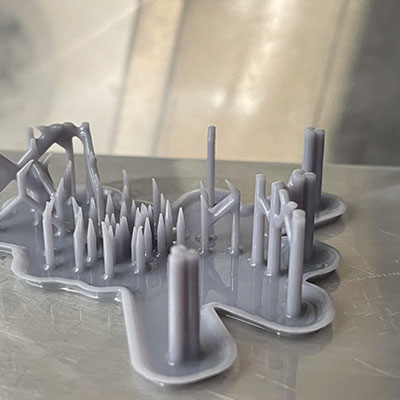
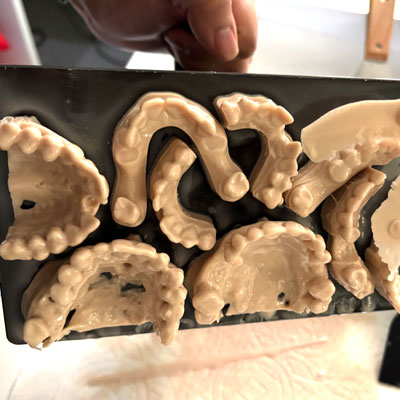
Common Resin 3D Printer Problems and Solutions
Resin 3D printing can produce highly detailed and accurate models, but achieving reliable results requires the correct printer settings, support placement, resin handling, and environmental conditions. Below are some of the most common resin 3D printing problems, along with possible causes and recommended solutions.

Prints Sticking to the FEP Instead of the Build Plate
Possible Causes:
- Insufficient bottom exposure
- Excessive suction forces
- Worn or damaged FEP film
- Poor support placement
Recommended Solutions:
- Increase burn-in layers and bottom exposure
- Hollow large models where appropriate
- Replace damaged FEP film
- Improve support structure and orientation

Layer Separation or Delamination
Possible Causes:
- Exposure too low
- Lift speed too fast
- Insufficient support strength
- Resin not mixed properly
Recommended Solutions:
- Increase normal layer exposure
- Reduce lift speed
- Add stronger supports
- Shake or stir resin thoroughly before printing
Supports Breaking During Printing
Possible Causes:
- Supports too thin
- Heavy suction forces
- Exposure settings too low
- Incorrect model orientation
Recommended Solutions:
- Increase support thickness
- Angle the model to reduce suction
- Increase exposure slightly
- Use stronger anchor points

Visible Layer Lines or Poor Surface Finish
Possible Causes:
- Layer height too large
- Incorrect anti-aliasing settings
- Mechanical wobble or vibration
- Overexposure
Recommended Solutions:
- Reduce layer height
- Adjust anti-aliasing settings
- Check Z-axis stability
- Fine-tune exposure settings

Resin Prints Cracking or Warping
Possible Causes:
- Over-curing
- Thin-wall sections
- Incorrect support removal
- Internal stress from hollow models
Recommended Solutions:
- Reduce post-curing time
- Increase wall thickness
- Allow prints to fully dry before curing
- Add drainage holes to hollow models

Sticky or Soft Resin Prints After Curing
Possible Causes:
- Incomplete washing
- Insufficient curing
- Saturated cleaning liquid
- Resin contamination
Recommended Solutions:
- Wash prints thoroughly before curing
- Replace dirty cleaning liquid
- Increase curing time gradually
- Ensure prints are fully dry before curing

Elephant Foot on Bottom Layers
Possible Causes:
- Bottom exposure too high
- Excessive burn-in layers
Recommended Solutions:
- Reduce bottom exposure
- Reduce number of bottom layers
- Add chamfers to model bases where possible

Resin Separating in the Vat
Possible Causes:
- Pigment settling
- Long idle periods
- Resin not shaken before use
Recommended Solutions:
- Shake resin thoroughly before use
- Stir resin in vat before printing
- Use resin circulation systems for long prints if required
Failed Resin Prints With Missing Sections
Possible Causes:
- Corrupt STL or sliced file
- USB drive issues
- LCD screen faults (dead pixels)
- Resin on the Screen
Recommended Solutions:
- Re-slice the model
- Try a different USB drive
- Inspect the LCD screen for dead pixels
- Tighten the build plate correctly