





PRO Rubber Like Resin – Black
PRO Rubber-like Resin: The Future of Flexible Resin 3D Printing.
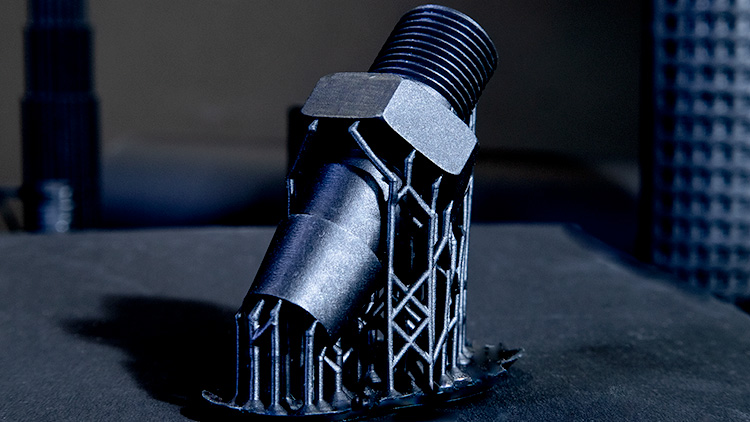
Monocure3D presents PRO Rubber-like resin. Finally, a true rubber-like UV-cured photopolymer resin, taking flexible 3D printing material to the next level! Designed for use in all MSLA desktop 3D printers, PRO Rubber-Like resin has a unique composition that closely resembles rubber in elasticity after post-processing with the ability to stretch to over 166% and return to its original shape.
*NB. Coupons and/or MonoPoints do not apply to PRO Rubber-like Resin while stock is limited.
In stock
Description
PRO Rubber-like Resin: The Future of Flexible 3D Printing
Monocure3D presents PRO Rubber-like resin. Finally, a true rubber-like 3D Printing Resin, taking flexible materials to the next level! This resin’s unique composition closely resembles rubber in elasticity after post-processing, with the ability to stretch to over 166% and return to its original shape.
Features and Benefits
- Robust Properties: It exhibits impressive elongation and rebound rate, making it ideal for functional prototypes and parts requiring flexibility, stretchability, and durability.
- Balanced Adhesion: The resin maintains a perfect balance between adhesion to the build plate and ease of removal without compromising print integrity.
- High Resolution: Rubber-like boasts high-resolution output and minimal shrinkage or splitting.
- Authentic Rubber Feel: Offers an authentic rubber-like feel, opening various applications in various industries.
- Optimised Post-Cure: Following the post-processing guide below will enhance the tactile experience and usability.
- Tuning to Perfection: We recommend following the MonoSteps below to achieve optimal results. If you need further assistance, don’t hesitate to contact us through our support page, or you can sign up for our Facebook Users Group to get help from our growing community.
Applications
Monocure3Ds PRO Rubber-like resin can cater to diverse industrial and hobbyist needs.
- Model Tyres
- Grips & Bands
- Meshes
- Sleeves & Joints
- Washer, Gaskets and Seals
- Dampeners and Shock Absorbers
- Grommets and Bumpers
- Hoses and Tubing
MonoSteps to Success
-
- Preparation of Resin: Shake the resin container well to ensure uniformity. Carefully remove the protective seal. Pour the resin into the printer’s vat and allow bubbles to dissipate before proceeding.
- Calibration Test: Print a calibration model to ensure the printer is dialled accurately for the new resin. This helps fine-tune the settings for optimal printing success.
- Model Placement and Support Structure: Given the elastic nature of PRO Rubber-like resin, proper model placement and support structure are vital. Set the supports to be heavy and dense, ensuring strong contact points. Place models directly on the build plate whenever feasible to enhance print success.
- Design Considerations for Hollow Parts: For hollow parts or designs prone to creating suction, create 1-2mm holes near the build plate in the model using your slicer software. This allows air to escape during printing and facilitates resin drainage from hollow sections post-printing.
- Lift heights and speeds: Since the material is prone to stretching during printing, we recommend increasing the build plate lift heights and reducing your print speeds. This will aid in the printing process and reduce the failure rate considerably.
- Post-Printing Cleaning: Start with a pre-wash using ResinAway or Isopropyl Alcohol to remove uncured resin. Follow up with a thorough cleaning in an ultrasonic cleaner or wash unit. Dry the print completely using compressed air or a lint-free cloth. It’s important to avoid water contact until post-curing is complete.
- UV Post-Curing: Expose the print to UV light in a curing unit, ideally with a wavelength range of 365-405nm. A 60-minute exposure is recommended, although larger parts may require a longer duration.
- Heat Curing for Enhanced Properties: Heat curing is recommended for optimal mechanical properties. This involves curing the part at 70°C for 60 to 120 minutes.
- Final Inspection and Finishing: Inspect the print for imperfections or uncured resin after curing. If necessary, perform light sanding or trimming to refine the surface or remove any support marks.
- Storage of Unused Resin: If unused resin is in the vat, filter it and store it in an airtight container. Please keep it away from direct sunlight and in a cool, dry place.
- Maintenance of Printer and VAT: Regularly clean and maintain your printer and VAT to ensure consistent printing quality. Check for resin spills or debris and clean accordingly with ResinAway Ezy Wipes.
Technical Specifications
- Appearance: Flowing liquid
- Density: 1.00 ~ 1.05 g/cm3
- Viscosity: 1400 ~ 1800 cps at 25°C
- Hardness: 65 ~ 67A (Shore A, ASTM D2240)
- Elongation: 166.9% (ASTM D638)
- Tensile Strength: 1.92 Mpa (ASTM D638)
- Tensile Modulus: 2 Mpa (ASTM D638)
- Resilience: 15% (ASTM D2632-15)
- Glass Transition Temperature: -10°C (DSC)
Monocure3D’s PRO Rubber-like resin is a transformative solution, adding flexibility and durability to your 3D printing capabilities.
Download Technical Data Sheet PDF
Customer Reviews
Based on 1 review100%(1)0%(0)0%(0)0%(0)0%(0)VHands down the answer to my automotive scale model tyre needs!Hands down the answer to my automotive scale model tyre needs! The rubber / elasticity ensures I can stretch tyres over the rims and I don't have to waste resin on those miss prints or really tight parts that require sanding.
Rubber resin prints great details! See photo.
Will definitely be my go to resin for my rubber / tyre needs!
And customer service is next to none as they helped me get consistent prints!
![User picture]()

Additional information
| Weight | 1.1 kg |
|---|
Your Safety, Our Priority at Monocure3D
At Monocure3D, we place the utmost importance on the safety and well-being of our customers. Rest assured, every material we produce, proudly made in Australia, is designed to adhere to the highest safety standards in the industry. While we have formulated our resins to maximise safety, we strongly advise exercising caution during use. To ensure you have all the necessary information for safe handling, please follow the link below to download the Safety Data Sheet. These SDS’s are tailored according to the safety regulations of your specific country, ensuring you receive the most relevant and accurate safety guidelines.
Industrial | Engineering | Medical | Prototypes | Housings | Robotic Parts | Display | Large Format Models | Crystal Clear Models









Now anyone can 3D Print like a PRO

PRO CRYSTAL CLEAR
One of our original PRO resins, a truly clear 3D Printing resin! Formulated using our advanced urethane base, this unique product allows you to print parts with outstanding clarity, strength and durability.
PRO DEEP BLACK
You asked for it, so our chemists delivered it. The first real dense black 3D Printing resin on the market. A heavily pigmented resin that lives up to its name without compromising the print details.
PRO RUBBER-LIKE
Finally, a true rubber-like 3D Printing Resin, taking flexible materials to the next level! This resin has a unique composition closely resembles rubber in elasticity after post-processing with the ability to stretch to over 166% and return to its original shape.
PRO GLOW IN THE DARK (GITD)
Our famous Glow in the Dark Resin took 12 months to develop! It was formulated to be the longest glowing 3D printing resin on the market (guaranteed to glow all night).
About our PRO Resin Range
Our PRO resins were specifically developed for those wanting professional results. All our Enduro resin products in the PRO range are built using our advanced in-house developed polyurethane base material, ensuring tough, long-lasting models with no shrinkage or warping, plus more tolerance to heat & UV exposure. Our range of unique, reliable PRO resins has been formulated to help you work faster and print professional-looking parts every time.
You don’t need to look further than our PRO range when you need products with superior quality and batch-to-batch consistency.


PRO ENDURO MECHANICAL PROPERTIES
Method Code: ASTM D638-14
Product: Monocure 3D PRO Resins (25μm)
Acceptance Code: Supply Findings
Specimen Type: Retangular beam samples (Type IV)
Equip’ Serial No: UTM Serial No. 075
Conditioning: Tested at ambient temperature
SKUs
3DT-3926DBK, PGM-3931G, 3DT-3884LGY, 3DT-3900CC
Cross-Sectional Area (mm2)
26.47
Max Force (kN)
1.64
Tensile Strength (MPa)
62
Elongation at Break
4
Young’s Modulus (GPa)
0.8
Flexural Band Span (mm)
86.23
Max Load Applied (N)
380
Flexural Stress (MPa)
348
Shore Hardness (D)
92
Heat Deflection Temp
71°C @ 0.45MPa
PRO RESIN PRINTING TIPS
Always shake resin well before printing. It’s recommended to wait for the surface bubbles to pop before starting your print. PROTIP: A lighter or heat gun can speed up this process.

The new large format printers can 3D Print massive models but have tend to have low volume vats. Ensure you have enough resin to complete the print job, and remember to top up the resin vat if necessary.

When stored correctly, Monocure 3D resins can last up to 36 months. Remember to keep your resin in its original bottle, in a dark, cool place away from direct sunlight. Do not allow the materials to freeze.
For the best result with Crystal Clear, always post-cure using 405nm UV light for a short time only. Polishing or using a clear gloss acrylic spray paint, will give you see-through results.
PROFESSIONAL ADVICE WHEN YOU NEED IT
All Monocure 3D PRO resins are versatile and can be printed between 10 and 100-micron layer heights. To achieve the best results, 3D models should always be designed solid. If hollowing is required, ensure drain holes are included to remove any trapped resin.
Check our printer setting page to see if we have your printer listed to give you a good starting point. (Not all slicers have this setting, check with your software provider). Use a calibration model to dial in your printer with our resin.
We are here to help! Please contact us if you need assistance. Local manufacturing means local support. When you buy from us, you are not just buying a product from a faceless company. We have years of 3D printing and technical support experience.

PRO™ PHYSICAL PROPERTIES
SKUs
3DT-3926DBK, PGM-3931G, 3DT-3884LGY, 3DT-3900CC
Viscosity
200-300cps @ 25°C(Brookfield RVT)
Odour
Negligible Characteristic
Active Solids
100%
Shelf Life
36 months
UV Cure
225nm to 420nm
Particle Size
< 10um
Cure Speed
Fast with UV LED
Storage
Dark Cool & Dry Place
Wash Up
RESINAWAY® or IPA
3 STEPS TO A PERFECT FINISH
For best results after printing, use ResinAway® to remove uncured resin from the part. Place part in a pre-wash bath filled with ResinAway® and use a soft brush to remove excess resin. Follow by placing the component into an ultrasonic cleaner with ResinAway® for 3-5mins to help remove the resin trapped in the finer detail.
- Ensure parts are dry by using compressed air or patting gently with a lint-free cloth before post-curing – Warning: leaving excess IPA or ResinAway® on parts might result in surface cracking.
- PRO™ resin requires post-curing to reach its optimal mechanical properties. We recommend using a 405nm LED Ultraviolet light to post-cure the model. It is recommended to post-cure for a few minutes, then remove the excess ResinAway® by washing with fresh water. Then place it back in the curing chamber for at least 30 mins to improve the tensile strength of the resin.
- When exposing a part to external elements, apply paint to the surface to improve longevity. Alternatively, the components can be machined, sanded and polished to create a tough, scratch-resistant surface.