Anti-Aliasing: An Overview
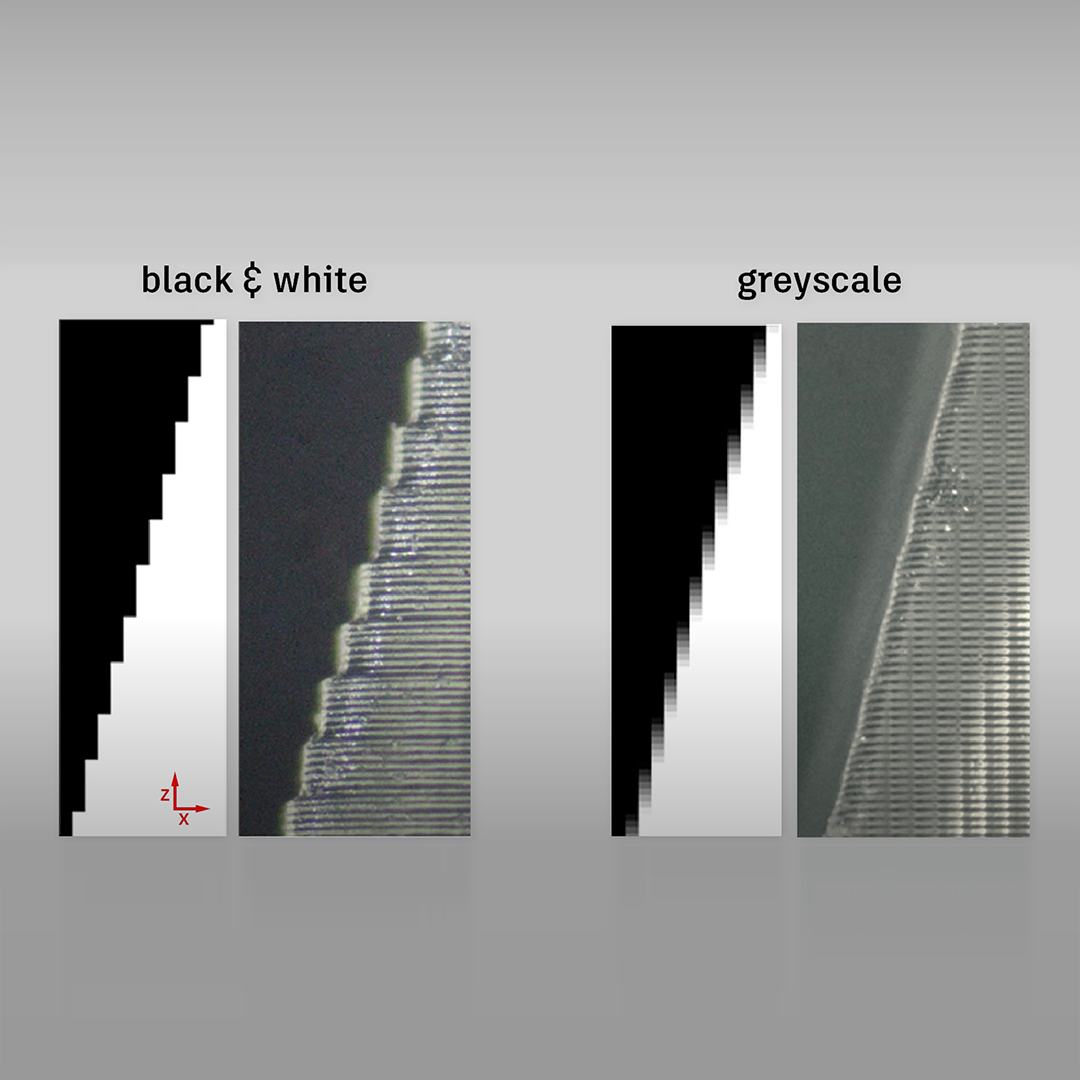
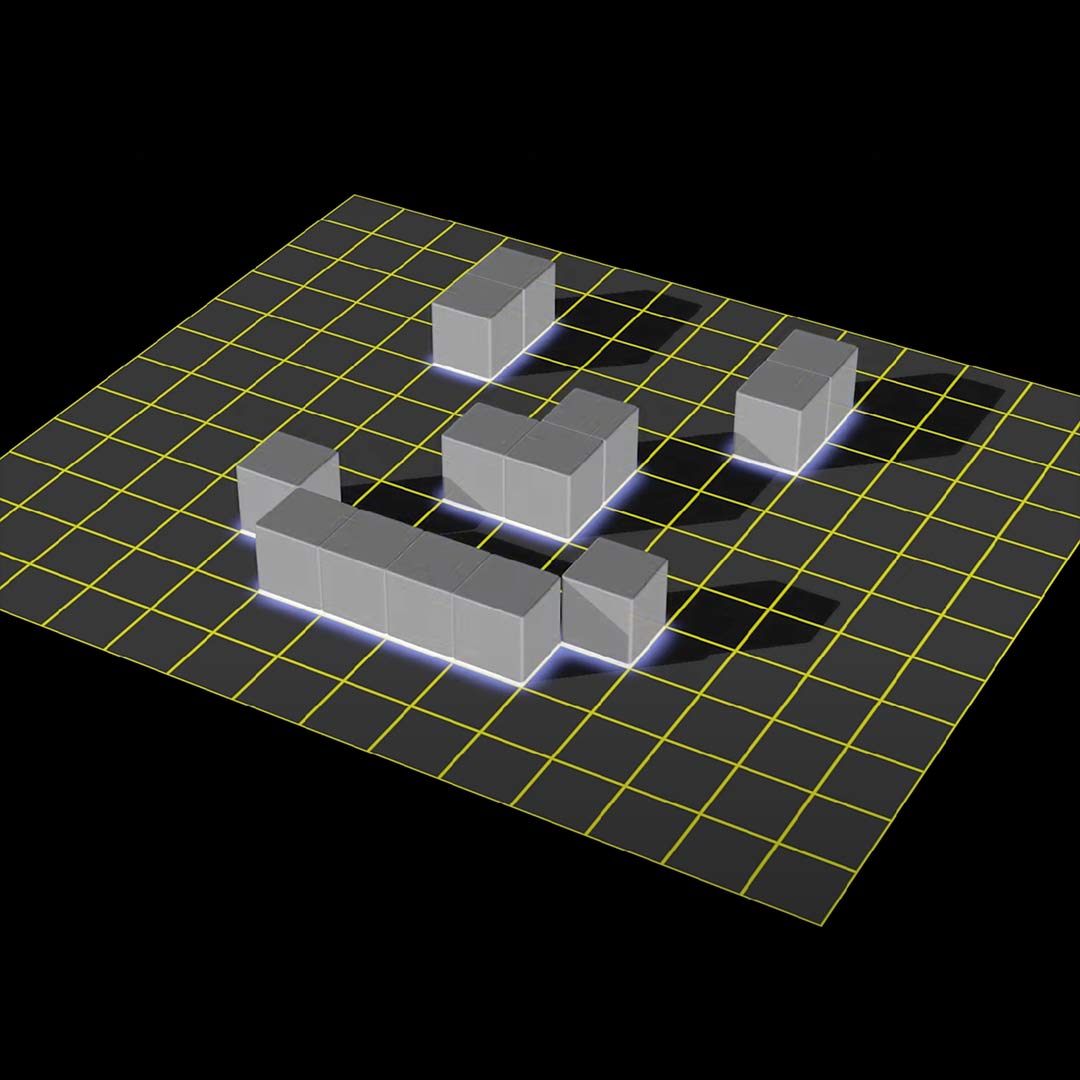
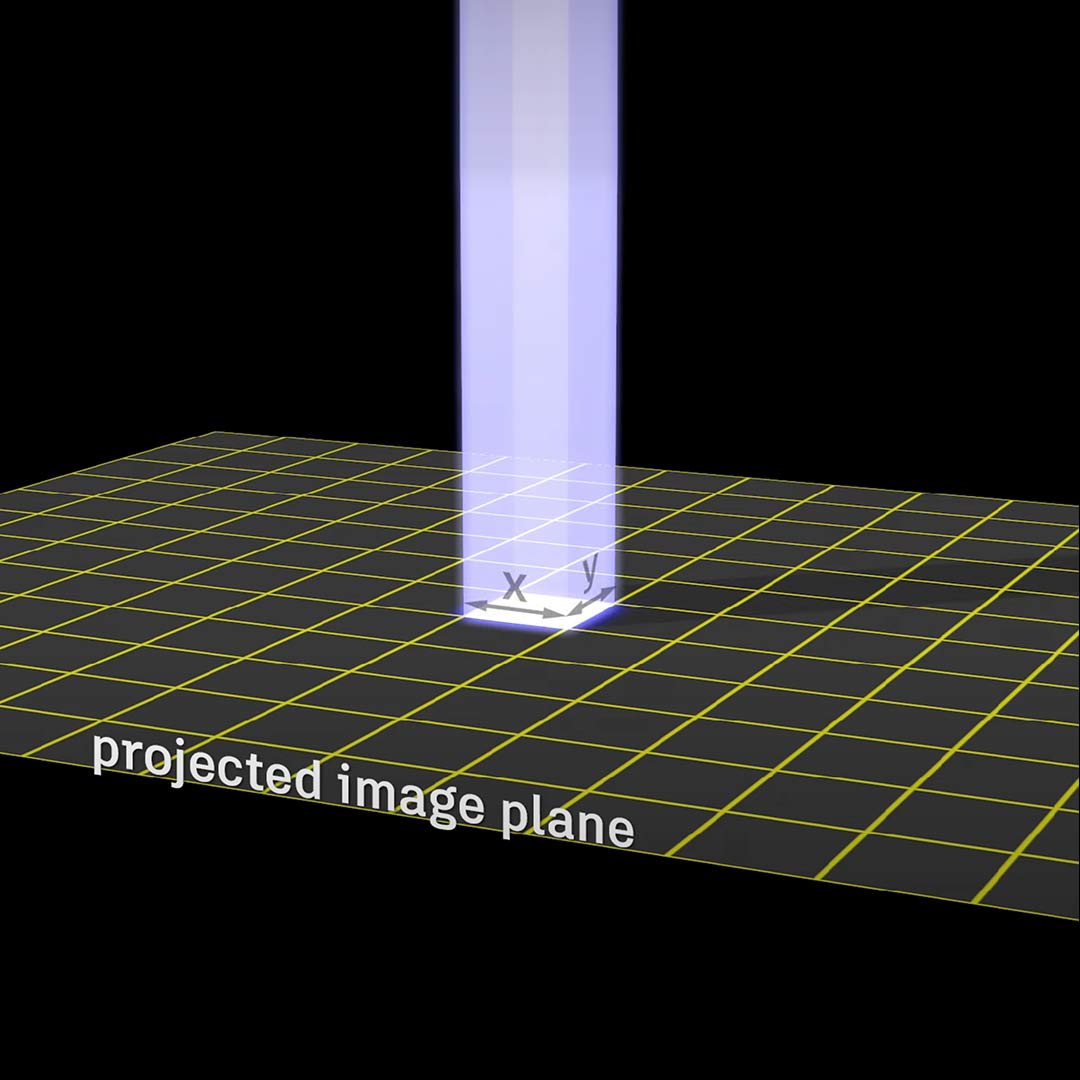
Antialiasing doesn’t magically smooth out 3D prints. What it does is increase the XY resolution of your printer’s screen. When UV power decreases, the resin voxels that form are smaller than the pixel volume. By adjusting the UV power (like making some pixels grey), you can print voxels slightly smaller than the screen’s pixel size. However, the size of these voxels decreases linearly, and a zero-size voxel might be at around 40% UV power, not necessarily 0%.
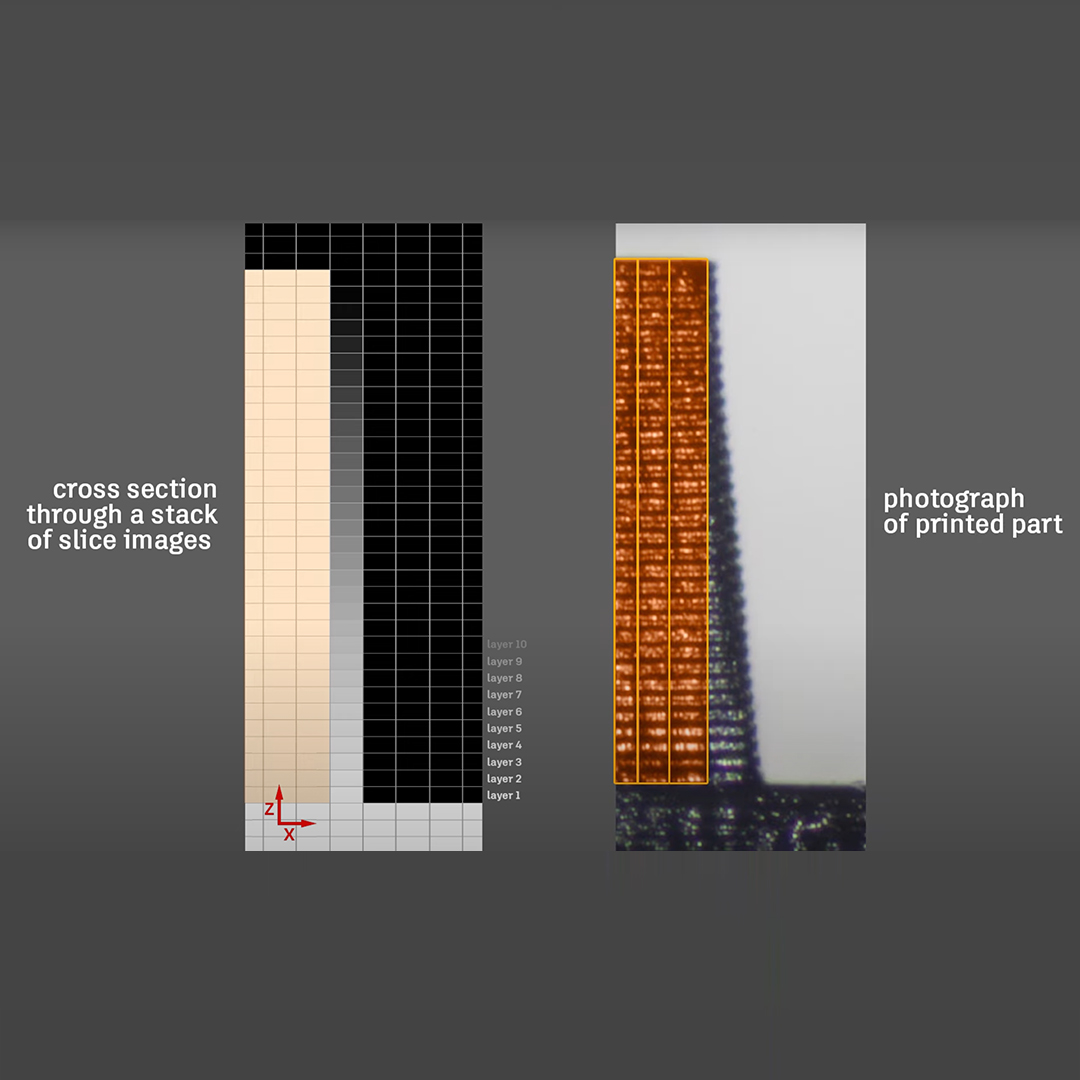
Since antialiasing only increases XY resolution, voxel lines from the Z direction will still be visible. Larger Z steps make these lines more noticeable, especially on flat surfaces. While antialiasing makes voxel lines finer, they still exist.
Too high a grey level can cause noticeable voxel lines even with antialiasing. A grey level of 100% leaves no room for any grey values, thus no antialiasing. For example, an 80% grey level gives you 51 grey levels (255 * 0.2 = 51).
Incorrect grey values (too low or too high) can cause “cliffs” where the linear decrease in voxel size is cut off too early or too late, leading to prominent voxel lines even with antialiasing.
Blur settings can conflict with antialiasing. Blur decreases print detail and is best for smooth, organic models. There’s no proven advantage to using blur; combining blur with antialiasing can reduce effectiveness. For instance, 2x antialiasing combined with 2x blur can negate most of the antialiasing effect. You can check the layers in UVtools to ensure antialiasing is applied properly.


LYCHEE ANTI-ALIASING SETTINGS
The antialiasing is designed to smooth the surfaces of your 3D print by adding extra greyscale pixels to the curvature of the images the 3D printer will display on the screen. Lychee Slicer provides different antialiasing algorithms that produce different results based on your needs.
We recommend using smooth surface anti-aliasing most of the time. However, it’s important to note that not all resins react the same way to antialiasing. Some entry-level resins may not respond as well as high-quality ones. This also means that one setting may not give the same result from one resin to another or from one exposure time to another.
The different types of anti-aliasing
Off
It is the default setting. No anti-aliasing effect is applied to the edges of the images to be printed. This choice remains relevant for models with many small and fine micro details, particularly for 3D printers that offer a very high horizontal resolution, under 35 microns, as the pixel size makes anti-aliasing less needed.
Smooth Surface
This is the recommended mode for maximum anti-aliasing effect. The algorithm applies an anti-aliasing effect on the edges of the image of each layer and then applies a slight blur of a few pixels on top of the result. This will further improve the quality of the surface and will slightly limit the effect of stacked layers that can be seen on top of the curves.
The Grey Offset allows for better control of the beginning of the resin solidification process.
Sharpen Details
This antialiasing mode is the historical one of Lychee Slicer. It offers very sharp details but potentially still leaves some aliasing visible, depending on the resin used.
The Level value will be important, often used at its maximum, to manage the spread of the greyscale level. The Grey offset will allow better control of the starting point of the resin solidification.
Contrast Blur
This mode is similar to the Smooth Surface mode, with the same options. However, there is a strong contrast at the surface border, and the blur is applied around it. It is a mix between Smooth Surface anti-aliasing and Sharpen Details.
Settings
The anti-aliasing offers several settings and parameters, depending on your chosen modes. Be careful. Some of them can greatly affect the result obtained and/or the calculation performance of the final slices.
Radius
The radius (blur) value allows you to change the intensity, especially the spread of the blur applied to the edges of the image. Increasing the value will result in much smoother surfaces, but there will be a loss of definition of micro details. It is important to match the value to the resolution of your printer. The smaller the pixels of your 3D printer, the higher the value. For example, 2 pixels for a 50-micron printer in horizontal resolution and 3 for a 35-micron printer.
Level
The Level allows you to define the spread of the anti-aliasing along the curves of the 2D image. The higher the value, the more the grey level stretches along the image, allowing a smoother transition. A lower value will concentrate the spreading on a smaller distance and limit the number of grey values.
High Definition Anti Aliasing
This mode, available in all antialiasing types, offers optimal antialiasing quality, but it can significantly increase the computation time when exporting, especially on machines with limited performance. This mode also consumes a lot of memory on the graphics card and can, in some cases, cause the application’s 3D display to be lost.
This option is strongly recommended to improve surface definition.
Grey offset
The Grey Offset parameter allows you to edit the contrast of the grey levels and the grey value that acts as the starting point for the anti-aliasing.

It is important to consider that the resin needs a minimum exposure to UV light to begin to solidify. However, some resins need more time than others to start this light curing process and, therefore, require more “white” colour in the pixels forming the anti-aliasing. Other resins, often more qualitative, are more reactive and start to harden with less light intensity. Adjusting this parameter can have a significant impact on the quality of anti-aliasing.

Anti-aliasing on Support
By default, supports do not have anti-aliasing applied. This avoids having grey levels, especially on very thin tips, that could reduce the actual size of the tip and, therefore, weaken the supports. It is recommended that this parameter be deactivated.
CHITUBOX ANTI-ALIASING SETTINGS
Smoother Models
Aliasing is the staircase effect when diagonal or curved lines or borders are drawn on raster displays of square or rectangular pixels. Antialiasing blurs edge pixels, thereby smoothing the surface of printed objects.
CHITUBOX has a built-in anti-aliasing feature. After special algorithm processing, it makes the model smoother and more exquisite and effectively reduces edge aliasing.

There are more than those factors that can improve the printing quality. The support structures alone can be demonstrated in several chapters. However, by simply adjusting these settings in CHITUBOX, the resin 3D printing quality can be more or less improved so that the output of photocuring (SLA/DLP/LCD) 3D printing can be as high-quality as it should be.
Use Image Blur
CHITUBOX Image Blur function can provide a smoother surface effect on the printed parts’ surface details and dimensional accuracy.

